
 您当前的位置:
您当前的位置: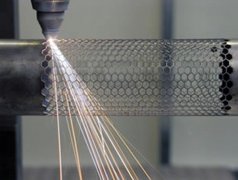
金属的加工方法很多,比如铸造、锻制、锤砧、车、铣、刨、磨、切削、钻孔、冲压、冷拔、冷轧、抛光、电镀、喷涂等。生产一个灯具金属构件并不经过前述所有的工艺加工,而是根据对加工件的功能要求和特点,才能决定采用上述某种或几种工艺加工方法的。下面简略地谈谈与加工灯具金属构件有关的几个方面,让大家对此能有更为深入的了解。
一、成型
金属构件的成型方法,有铸造、冲压(也叫压延或拉伸)、旋压、冷拔、热喷涂和气压等多种。
1、铸造成型。灯具的铁架、底座和灯碗等,常用铸造的方法加工,采用砂模或其他模具。模具设计要合理。只有按操作规程浇铸,才能保证铸件的质址。有的铸件铸成后,还要进一步加工。
2、冲压成型。制作金属灯罩、灯伞、灯碗和灯壳体等,采用冲压成型的方法。所用的薄钢板厚度0.4-0.8mm,铝板多半0.8-.1.5mm厚。按大样图,先在下料机上裁好所需的料片,再经过压力机冲压(拉仲),再经过切边机修剪,最后经过抛光、电镀(或喷漆),即为成品。
3、旋压成型。用旋压机床来加工。被旋压的材料可以是铜、铝、普通钢,也可以是高强度的不锈钢、低合金钢和耐热合金。在冷态下,被旋压的铝件厚度可达76mm,低碳钢厚度可达43mm,不锈钢和合金钢厚度可达14mm。在旋压过程中,由于金属的塑性流动,改变了金属的品粒结构,因而提高了零件的抗张强度。用这种机床,除了能完成直线型旋压外,还可以进行修剪、拼接和型面的成型。这种成型工艺是大有发展前途的无切削工艺。
4、冷拔成型。制作吸顶灯具的金属管材、异形材,可用冷拔机经冷拔成型。如有形状、尺寸规格都合适的型材,可以利用。比如工作灯的支架、展览射灯的滑轨等,多用型材(冷拔成)制作。
5、热喷涂成型。也叫喷铸,可喷铸厚度达几十毫米的零件。这种新兴的工艺,是利用一种热源将某种材料(各种金属、合金和氧化物等)的粉末或丝材熔化,通过一股附加的气流,或作热源本身的热流,将被熔化了的材料,以粒子状态喷射到基体上或模具内,使其在基体或模具表面形成沉积层。生产灯具构件,采用这种工艺(可取代铸造),节省材料,质足较好。
6、气压成型。首先要使金属水晶灯具有超塑性,然后采用气压法(“吹制”),使金属一次成型。金属的超塑性分微细晶粒超塑性、相变超塑性和相变诱发塑性三类,应用最广的是第一类。将金属材料加热到熔点的一半温度,这时用两个大气压的气流对金属加压,就可以使金属最大限度地延展,在模具内一次成型。冷却后,金属的强度比原来还高些。用这种工艺方法,可以加工形状复杂的器形,可以节约能源、提高产量,加工件的表面光洁度也好,特别是能节约金属材料、降低生产成本(因为超塑性金属的延伸率可达到百分之百到百分之两千)。
二、表面处理
加工好的吸顶灯具构件的表面,要进行处理(抛光、烤漆和电镀等),才能既提高了构件的质量,又增加了美观程度。
1、抛光。有些金属零件的表面(比如不锈钢、铝和铝合金等),若想达到一定的光沽度,除进行车、铣、刨或跻(包括砂轮打磨)外,还需要进行布轮抛光,才能符合要求。铁制件需要抛光后再进行电镀处理。
2、电镀处理,使构件既美观又可防锈、防腐蚀。传统的电镀方法工序复杂、周期长、容易污染和危害操作者的身体键康。所以,近些年来出现了一些新工艺。
3、高速电镀。它是在特殊的封闭系统中进行的,镀速可达到每分钟数十微米,沉积速度快,不会造成污染。
4、激光电镀。激光能使电镀液产生循环对流,从而加快了电镀过程,它可使电镀面积小至4平方微米。此工艺方法速度快,效率高。
5、真空离子电镀。也叫物理沉积镀膜法。它是将被镀零件放在真空装置的上方的阴极处,将电镀所用材料放在下方,并用电子束枪轰击,使之离子化。在阴极与下方材料之间,加一个0.1至数千电子伏电压的电场,就使离子化了的电镀材料的粒子,经电场加速后沉积在工件的表面,形成镀层。装置内要达到低真空度(10“托),并注入所需的惰性气体,以便与镀膜材料进行反应。可做镀层的材料有钦、铬、铅、钒、铝、铬、祖、硅等,可做为反应的气体有碳化氢、氮、氧等。这种工艺可使工件表面硬度达到Hv2000-3000,镀层极耐解、耐腐蚀,镀层致密、附着度好,工件变形小。镀层颜色除金黄外,还有银白、深蓝、紫和黑色等。
镀铁。它是在炭素钢、普通低合金钢、铸铁、铜、铝或铝合金等金属件上,使之镀上一层纯铁或铁基合金镀层。以提高工件的硬度。发展镀铁工艺大有益处:节约电能、节省贵重金属、速度快、价格低和减少环境污染。
三、切割
对金属进行切割,由于各种金属的硬度不同,所以切割的方法也不同。
1、剪切。对于软金属板材或圆料、管材等,使用剪切机切割,简单方便。
2、火焰切割。对于一般厚碳钢,使用氧—乙炔火焰切割,简单有效。
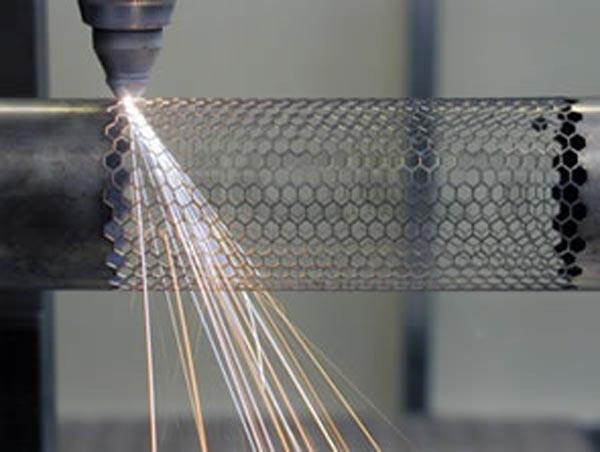
3、等离子切割。对于不锈钢、含锰硬钢、硬质合金、铜、铝等金属,用火焰切割比较困难,而采用等离子弧切割就比较容易。首都机械厂研究成功的“水压缩弧等离子切割”工艺,切割速度快,切口光洁度好,切割精确,基本上解决了污染问题(有害气体与金属粉末大量减少)。
4、等离子加热切削。这项工艺适用于切削硬质金属。切削装置由等离子源、控制装置、等离子炬等组成,可装在普通重型车床、惶床和刨床上进行粗加工(主要应用进行外圆粗加工)。此工艺具有效率高、耗电少、应用范围广、操作简便和经济效果好等优点。
四、连接
金属件的连接工艺方法,有焊接、铆接、粘接和螺扣连接等几种。要根据结构情况、材料特点和美观上的要求,来选定连接方法。
1、焊接。金属件的连接,采用焊接的方法,可以增加美观、减少结构件。除了整个接触面焊接之外,为了避免变形和提高工效,还可以采用点焊的方法。除了电焊之外,还有气焊。
2、螺扣连接。需要经常拆卸,则应使用螺栓来连接。根据使用与审美要求,螺拴有沉头、平头和圆头三种,可供选择。
金属材料是指金属或以金属为主的具有金属特性的材料的统称。包括了纯金属、合金以及特种金属材料等。常见金属材料的成型加工方法有铸造、锻压加工、切削加工、粉末冶金与焊接等。
上一篇:没有了
下一篇:金属加工用油